
A fabricação de tintas, resinas e vernizes envolve uma série de operações físico-químicas que exigem controle rigoroso de mistura, dispersão e estabilidade do produto final.
Durante essas etapas, é comum a incorporação de ar, formação de espuma e presença de vapores provenientes de solventes e reações químicas, fatores que podem comprometer o desempenho do revestimento durante a aplicação, resultando em defeitos como bolhas, crateras e irregularidades no filme formado. Por esse motivo, sistemas de vácuo são amplamente utilizados nessa indústria, especialmente em operações de desaeração e em reatores de síntese de resinas.
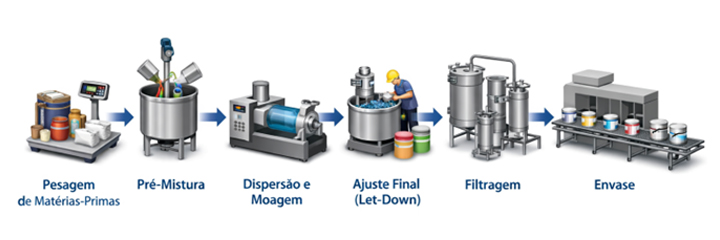
Visão geral do processo de fabricação de tintas e vernizes
Embora existam variações de acordo com o tipo de produto, tais como tintas imobiliárias, automotivas ou industriais, o fluxo produtivo segue, em geral, uma sequência consolidada:
Pesagem de matérias-primas → Pré-mistura → Dispersão e moagem → Ajuste final da formulação (let-down) → Filtragem → Envase
Durante essas operações, são utilizados componentes como:
- Resinas (ligantes poliméricos);
- Pigmentos;
- Cargas minerais;
- Solventes ou água;
- Aditivos reológicos e funcionais.
A dispersão inicial, realizada em dispersores de alta rotação promove o molhamento e a pré-homogeneização dos pigmentos. Em seguida, a moagem em moinhos de esferas reduz o tamanho das partículas e melhora propriedades como cor, cobertura e estabilidade.
É nessas operações que se tem a incorporação de ar ao sistema, especialmente em formulações de maior viscosidade ou comportamento não-newtoniano, tornando necessária a remoção controlada de gases antes das etapas finais.
Desaeração sob vácuo: fundamentos operacionais
A remoção desses gases ocorre normalmente em tanques de desaeração operando sob vácuo, onde o produto permanece por determinado tempo até atingir estabilidade adequada para as etapas subsequentes.
Do ponto de vista técnico, a eficiência da desaeração está diretamente associada às características reológicas da formulação e às condições operacionais do processo.
Sistemas de maior viscosidade dificultam a ascensão e coalescência das bolhas, enquanto a tensão superficial e a presença de aditivos influenciam significativamente a estabilidade da espuma.
A temperatura do produto também exerce papel relevante, pois afeta tanto a solubilidade dos gases quanto a cinética de sua liberação.
Outro fator determinante é o nível de vácuo aplicado, que promove a expansão das bolhas e facilita sua ruptura, associado ao tempo de residência sob vácuo, variável crítica para garantir a eficiência global da remoção de gases.
Na prática industrial, a desaeração de tintas e vernizes normalmente opera na faixa de 80 a 300 mbar (na escala absoluta), o que corresponde aproximadamente a -700 mmHg a -235 mmHg (na escala efetiva) (conversão feita para operação ao nível do mar Pb=760 mmHg abs).
Essa faixa de operação está plenamente alinhada à capacidade das bombas de vácuo de anel líquido da OMEL, que chegam na ordem de 40 mbar (-730 mmHg).
Formulações de maior viscosidade ou sistemas de alto brilho tendem a operar em níveis mais elevados de vácuo dentro dessa faixa, enquanto produtos menos exigentes podem ser processados em condições mais moderadas.
Outras tecnologias de geração de vácuo, como as bombas de vácuo de palhetas, não operam bem na presença de gases, vapores ou líquidos em suspensão, uma vez que eles podem diluir o óleo lubrificante ou removê-lo localmente, gerando perda de eficiência da geração de vácuo, desgaste dos componentes mecânicos, o que aumenta a necessidade de manutenção.
Além da formulação de tintas, muitas plantas industriais produzem internamente resinas como alquídicas, poliésteres, epóxi e poliuretanos, cuja síntese ocorre em reatores operando sob condições controladas de temperatura e pressão.
Ao longo dessas etapas, novamente o uso de vácuo é amplamente empregado como ferramenta de processo, tanto para remoção de subprodutos quanto para ajuste das propriedades finais do material.
Em sistemas baseados em reações de policondensação, por exemplo, o vácuo é aplicado para favorecer a remoção contínua da água formada durante a reação, contribuindo para o deslocamento do equilíbrio químico e para o avanço da conversão.
De forma semelhante, também é utilizado para a retirada de solventes leves e voláteis residuais, além de permitir a operação em temperaturas mais baixas por meio da redução da pressão de ebulição dos componentes presentes. Os níveis de vácuo aplicados em reatores de resinas não são fixos e variam ao longo do processo, normalmente situando-se entre 40 mbar e 500 mbar (absoluto), o que corresponde aproximadamente a -730 a -385 mmHg na escala relativa, dependendo da etapa de reação, da composição do sistema e das exigências do produto final. (conversão feita para operação ao nível do mar Pb=760 mmHg abs).
Em fases iniciais, operam-se patamares mais moderados para controlar a taxa de evaporação e reduzir riscos de arraste. À medida que a reação avança e a carga de voláteis diminui, o vácuo é progressivamente intensificado para remoção residual e ajuste das propriedades finais da resina.
Essa faixa de operação está plenamente alinhada à capacidade das bombas de vácuo de anel líquido, que atingem os níveis requeridos.
Em muitos casos, esses sistemas operam integrados a condensadores, permitindo não apenas a estabilização do processo como também a recuperação de solventes e o atendimento a requisitos ambientais e de segurança operacional.

Por que escolher bombas de vácuo de anel líquido (BVAL)
O funcionamento de uma bomba de vácuo de anel líquido baseia-se na utilização de um fluido de selagem que, sob a ação centrífuga do rotor em rotação, forma um anel líquido junto à parede interna do corpo da bomba. A disposição excêntrica do rotor em relação ao corpo cria cavidades de volume variável entre as palhetas, permitindo a sucção, compressão e descarga do gás ao longo do ciclo de operação, condição essencial para a geração de vácuo.
Esse princípio de funcionamento confere à tecnologia elevada compatibilidade com as condições operacionais típicas da fabricação de tintas, resinas e vernizes, especialmente em aplicações como desaeração, misturadores sob vácuo e operação de reatores, onde há presença simultânea de gases, vapores e arraste eventual de líquidos.
Saiba mais detalhes sobre as bombas de vácuo em nosso vídeo do Youtube! Assista abaixo:

Dentro desse cenário, o portfólio da OMEL contempla diferentes configurações capazes de atender às necessidades específicas do setor.
Para aplicações típicas de desaeração, misturadores sob vácuo e etapas iniciais de reação, destacam-se as linhas BLN/MV e BLA/MV, projetadas para operação em médio vácuo (até aproximadamente 160 torr), faixa amplamente utilizada nesses processos devido à elevada carga de vapores e à necessidade de estabilidade operacional.
Já nas etapas finais de reatores, onde há necessidade de remoção mais intensa de voláteis e ajuste das propriedades finais da resina, aplicam-se soluções como as linhas BLN e BLA sem configuração MV, capazes de operar em níveis próximos de 30 torr (≈40 mbar absoluto), valor que representa o limite inferior típico dessas aplicações.
Em sistemas de maior porte ou com elevada carga de vapores, como unidades integradas de reação e recuperação de solventes, a linha LRVP apresenta vantagens operacionais relevantes, combinando capacidade de alto vácuo com grande vazão volumétrica, podendo atender demandas até 15.000 m³/h, sendo particularmente indicada para plantas com operação contínua e elevada exigência de processamento.

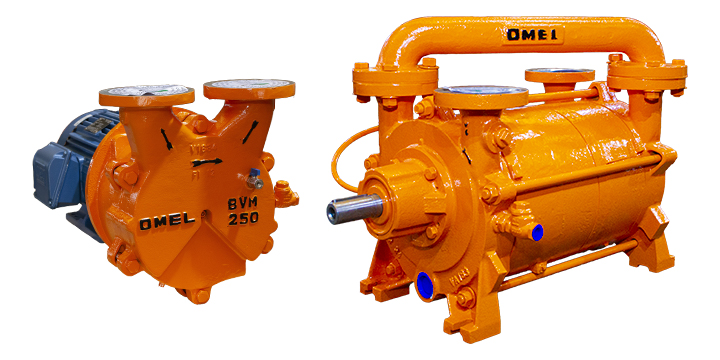
Para aplicações de menor porte ou linhas dedicadas, a OMEL também oferece soluções compactas como as bombas monobloco da linha BVM, com capacidades de até aproximadamente 740 m³/h. Essas unidades são adequadas para operações de desaeração, misturadores sob vácuo e reatores de menor escala, onde simplicidade operacional, compacidade e confiabilidade são fatores relevantes.

Dessa forma, as bombas de vácuo de anel líquido da OMEL atendem integralmente às exigências do processo de fabricação de tintas, resinas e vernizes, cobrindo toda a faixa operacional necessária, desde aplicações de médio vácuo até condições mais exigentes próximas a 40 mbar absoluto, com robustez, confiabilidade e estabilidade operacional, mesmo em ambientes com elevada carga de vapores e presença de condensáveis.
Conclusão
Ao longo do processo de fabricação de tintas, resinas e vernizes, diferentes tecnologias de bombeamento desempenham funções específicas conforme as características dos fluidos e as exigências operacionais de cada etapa. As bombas centrífugas, como a linha UND III, são aplicadas principalmente em situações mais específicas, como operações de tancagem e transferência de fluidos de baixa viscosidade, incluindo solventes e correntes auxiliares.


Por outro lado, após as operações de mistura, dispersão e reação, o processo demanda a remoção dos gases e vapores incorporados, que não podem ser tratados por sistemas de bombeamento convencionais.
É aqui que as bombas de vácuo de anel líquido assumem papel essencial nessas operações por sua robustez e confiabilidade, nos processos de fabricação de tintas, resinas e vernizes.
Com ampla experiência no desenvolvimento de equipamentos para aplicações industriais exigentes, a OMEL oferece soluções de vácuo projetadas para atender às demandas do setor químico e de revestimentos, assegurando desempenho operacional, segurança e confiabilidade.
Entre em contato com a OMEL para conhecer as soluções de bombas de vácuo mais adequadas para sua aplicação industrial.



