
1. DEFINIÇÃO E CONCEITOS GERAIS DA CAVITAÇÃO
( Ref. Bibliográfica: [1],[2] e [5] )
1.1. Definição
O fenômeno da cavitação ocorre quando bolhas ou bolsas de vapor se formam em um escoamento líquido, como consequência de reduções locais na pressão (por exemplo, em certas regiões das pás de bombas ou turbinas hidráulicas).
A pressão no local de início da cavitação pode ser igual ou menor do que a pressão de vapor do líquido, dependendo do número e da distribuição de partículas no líquido, às quais pequenas bolhas de gás ou ar não dissolvido podem se agregar.
Essas partículas agem como locais de nucleação para iniciar a vaporização. O crescimento e o colapso ou implosão destas bolhas de vapor, adjacentes a superfícies sólidas, podem causar sérios danos por erosão nas superfícies do material.

1.1. Pressão de vapor
A pressão de vapor de um líquido é a pressão absoluta na qual o líquido vaporiza ou converte-se em gás, à uma temperatura específica, veja o Gráfico 1.

Normalmente sua unidade é expressa em bar(a) ou kPa. A pressão de vapor de um líquido aumenta com sua temperatura. Portanto, esta pressão deve ser informada em conjunto com a temperatura do líquido.
A título de exemplo examinemos a seguinte condição:
Ao nível do mar, a água entra em ebulição a 100ºC, à pressão atmosférica de 1,013 bar. Se desejarmos aumentar esta temperatura, devemos dispor de uma caldeira ou vaso de pressão, dimensionados para pressões acima de 1,013 bar.
De fato, nos Andes a 4.600m acima do nível do mar, a pressão atmosférica local é de 0,573 bar ao invés de 1,013 bar, sabe-se que nesta região a água entra em ebulição a 84,4ºC. Portanto, a 84,4ºC podemos dizer que a pressão de vapor de água é de 0,573 bar aproximadamente.
1.3. Os efeitos da cavitação
Em um escoamento no interior de tubos metálicos ou bombas centrífugas, as bolhas de vapor podem formar-se em regiões de baixa pressão e colapsar logo adiante em regiões com pressão mais elevada. Quando as bolhas colapsam, o líquido circundante colide com as partes metálicas, na velocidade do som dentro do meio fluido. Isto traduz-se por um ruido característico, parecendo bolas de gude ou pedras colidindo com as partes metálicas.
O som viaja a uma velocidade de 1.463m/s na água. A energia por velocidade, por unidade de peso (velocity head), em uma bolha implodindo por cavitação, pode ser calculada da seguinte forma:
Convertendo esta energia em energia de pressão temos:
Portanto, baseando-se na equação da carga manométrica por velocidade, uma bolha de cavitação, após sua implosão aplica uma pressão súbita de 10.702 bar nas partes metálicas das bombas ou tubos.
Experiências realizadas em laboratórios de hidráulica, utilizando cálculos e técnicas mais precisas, chegaram a esforços de 1Gigapascal ou 10.000 bar.
Isto explica a aparência dos efeitos da cavitação em tubos e partes internas de bombas, ou seja, parecem marcas profundas feitas por martelos de bolas no corpo do rotor ou carcaça, com possível arrancamento de material nas extremidades metálicas destes componentes. Conforme mostra a Figura 2.

2. A CAVITAÇÃO EM BOMBAS CENTRÍFUGAS
( Ref. Bibliográfica: [3] )
Abaixo, descreve-se a cavitação em bombas centrífugas, suas consequências e meios de evitá-las.
2.1. Descrição do fenômeno na bomba centrífuga
Como regra geral, no interior da bomba, a pressão diminui no olho do rotor, devido a um aumento da velocidade do fluido. Por esta razão o fluido pode entrar em ebulição parcial, na temperatura de bombeamento. Por exemplo nesta região a pressão pode abaixar para apenas 0,07 bar(a), então a água poderá vaporizar a 38ºC, apenas.
Quando a cavitação ocorre em uma bomba, sua eficiência fica reduzida. Podem também surgir repentinas perturbações no escoamento e queda de pressão no bocal de descarga.
Neste ponto, convém mencionar dois parâmetros de suma importância na prevenção da cavitação em bombas centrífugas, são eles o NPSHa (net positive suction head available), calculado pelo usuário e o NPSHr (net positive suction head required), calculado pelo fabricante da bomba. Ambos serão abordados com mais profundidade no decorrer do texto.
Como já mencionado sumariamente em capítulos anteriores, os efeitos perceptíveis da cavitação são ruídos e vibrações emanados do corpo da bomba. Se a bomba opera nas condições de cavitação por um determinado tempo, podem surgir os seguintes danos ao equipamento:
- Marcas de erosão (pitting) nas pás do rotor e na parte interna da voluta da bomba. Ver Figura 2.
- Falha mecânica prematura dos mancais.
- Falha mecânica prematura do selo.
- Ruptura do eixo e falhas causadas por fadiga nas demais partes metálicas da bomba.
2.3. Causas da cavitação em bombas centrífugas
Os problemas de cavitação em bombas centrífugas geralmente têm sua origem em:
- Uma redução de pressão no bocal de sucção.
- Um aumento na temperatura do fluido bombeado.
- Um aumento da velocidade de entrada do escoamento no bocal de sucção.
- Separação em camadas no escoamento ou sua redução devido à mudança na viscosidade do fluido a ser bombeado.
- Condições insatisfatórias na tubulação de sucção, causadas por obstruções ou componentes que geram muita perda de carga, como por exemplo, o emprego de cotovelos ao invés de curvas de raio longo.
- Bomba inadequada para o sistema ou serviço.
2.4. Soluções sugeridas para solução da cavitação
A maioria dos problemas de cavitação pode ser resolvida ou minimizada da seguinte forma, quando possível:
- Aumentando a pressão na sucção da bomba.
- Reduzindo as perdas de carga na tubulação de sucção, principalmente as perdas próximas ao bocal de entrada da bomba (perdas por fricção).
- Utilizando uma bomba maior.
- Abaixando a pressão de vapor do líquido, diminuindo-se por exemplo sua temperatura.
- Ventando para a atmosfera o ar ou bolhas de vapor que o fluido de sucção carrega.
- Selecionando um material de maior dureza para as partes críticas da bomba, não se elimina a cavitação, mas a erosão irá diminuir.
2.5. Exemplo prático envolvendo cavitação
A fim de ilustrar praticamente um fenômeno de cavitação, segue abaixo um problema real:
Uma Instalação Industrial necessita recalcar 3m3/h de água de um poço, cujo lençol freático está a 12m de profundidade, é possível realizar a operação com uma bomba centrífuga convencional?
Resposta: não há no mundo uma bomba centrífuga do tipo convencional que faria o serviço, pois a água evaporaria antes de entrar no flange de sucção da bomba, as bolhas de vapor que conseguissem entrar na bomba provocariam forte cavitação na mesma.
Justificativa: Pressão de sucção disponível para a bomba=Pressão atmosférica no lençol freático do poço aberto. Portanto:
Mas, por outro lado:

Ou seja, a máxima altura de sucção negativa que uma bomba centrífuga consegue aspirar é de 10,33m, isto calculado teoricamente, pois o valor real é bem inferior, dependendo de inúmeros fatores, ligados ao tipo de bomba.
2.6. Tipos de cavitação em bombas centrífugas
Existem cinco tipos reconhecidos de cavitação em bombas centrífugas:
- Cavitação por evaporação, também conhecida por cavitação com NPSHa insuficiente.
- Cavitação por circulação interna.
- Cavitação por folga pequena entre a passagem de pás e lingueta da voluta.
- Cavitação por aspiração de ar.
- Cavitação por escoamento tipo turbulento no bocal de sucção da bomba.
Neste texto, analisaremos apenas os dois primeiros tipos, por serem os mais frequentes. A análise dos demais pode ser encontrada na literatura ora existente.
2.6.1. Cavitação por vaporização
A cavitação por vaporização está presente em 70% dos casos de cavitação em bombas centrífugas. Também chamada de cavitação clássica.
Para tornar o entendimento mais intuitivo, convém lembrar que a água ferve se a temperatura for suficientemente alta e ferve se a pressão for suficientemente baixa.
De acordo com a Equação de Bernoulli, quando a velocidade aumenta, a pressão diminui. Em uma bomba centrífuga em operação, o líquido é acelerado em direção ao olho do rotor até que atinja uma determinada velocidade de entrada. Sob certas condições, o líquido pode ferver ou vaporizar no olho do rotor. Quando isto ocorre, pode-se dizer que a bomba entra em cavitação por vaporização.
Este tipo de cavitação evidencia falta de NPSHa no sistema, apresentando um valor de NPSHa menor do que o requerido pela bomba (NPSHr).
A recomendação geral para prevenir este tipo de cavitação, reside na fórmula:

Como já foi mencionado, esta é uma recomendação genérica, pois em certos casos a margem de segurança de 1mcl pode ser insuficiente e deverá ser aumentada.
Neste ponto, é conveniente explicitar a fórmula do NPSHa, que deverá ser aplicada ao sistema, o NPSHa sempre deve ser calculado em metros de coluna do líquido sendo bombeado(mcl).
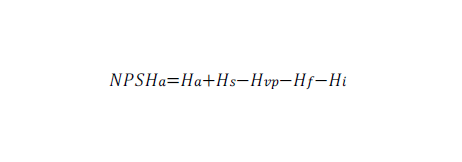
Onde:
- Ha = pressão atmosférica local, expressa em mcl, ao nível do mar 10,33mca, portanto deve ser convertida para mcl.
- Hs = carga manométrica estática, é a altura do líquido acima da bomba, tomando-se como referência a linha de centro da bomba, expressa em mcl.
- Hvp = pressão de vapor do líquido para a temperatura de bombeamento, pode ser obtida das tabelas de vapor do líquido nas condições de saturação, como uma aproximação válida. Deverá ser convertida em mcl.
- Hf = perda de carga no trecho de sução até o flange de entrada da bomba, expressa em mcl.
- Hi = perda de carga por fricção no flange de entrada da bomba até o olho do rotor, expressa em mcl, pode ser estimada em 0,6 mcl, mas depende do projeto da bomba.
Neste caso, quando a bomba for desmontada na oficina, costuma-se notar que os danos de cavitação por vaporização estão, geralmente, na parte de trás das pás, em direção ao olho do rotor, conforme mostra esquematicamente a Figura 3

Para resolver e prevenir estes problemas, uma série de medidas podem ser implementadas, quando possível:
- Diminuir a temperatura do fluido, isto reduz a Hvp.
- Aumentar a altura do nível de líquido acima da bomba, isto aumenta o Hs.
- Reduzir a rotação da bomba, isto indiretamente reduz o Hf.
- Aumentar o diâmetro do olho do rotor, isto reduz o Hf e o Hi.
- Empregar um indutor fixado na entrada do rotor, isto reduz o Hi e aumenta o Ha.
- Instalar duas bombas menores em paralelo, isto reduzirá Hf e Hi.
- Instalar uma bomba booster alimentando a bomba principal, isto aumentará o Ha.
2.6.2. Cavitação por circulação interna
Esta é uma condição extrema, quando a bomba opera bem abaixo da vazão mínima recomendada pelo fabricante, ocorre quando a vazão de descarga é muito reduzida e o fluido praticamente não pode sair da bomba. O Líquido então é forçado a recircular através do rotor, migrando das regiões de altas pressões para as de baixas pressões.
Verifica-se então o fenômeno de cavitação, tendo como origem duas razões fundamentais: primeira, o líquido circula dentro da voluta na velocidade do motor e
rapidamente superaquece; segunda, o líquido é forçado a passar através de estreitas folgas com velocidade elevada, por exemplo, nas bombas de rotor aberto, entre os vãos das extremidades das pás do rotor e a parede interna da voluta.
Calor e velocidades altas implicam na cavitação do fluido bombeado.
Se a bomba operar com vazões próximas da mínima recomendada pelo fabricante, a cavitação em si é apenas incipiente e os ruídos e vibrações provêm, apenas de uma recirculação mais branda e a bomba não cavita, ou seja, embora seja altamente prejudicial aos componentes da bomba, como mancais e selos, os efeitos superficiais deste tipo de circulação são totalmente distintos do primeiro.
Bombas de rotor aberto, que realmente cavitam devido à recirculação, apresentam danos observados, geralmente, no bordo de ataque frontal das pás em direção ao olho do impelidor, como nas extremidades das mesmas, conforme indicado esquematicamente na Figura 4

Para mitigar o problema da recirculação, em bombas de rotor aberto e operando perto da vazão mínima, pode-se atuar diretamente no trecho de descarga no sentido de diminuir a perda de carga a jusante da bomba ou instalando-se uma válvula automática de recirculação para o vaso de sucção, ou por meio de um by-pass para este vaso, com placa de orifício.
2.6.3. A Questão do NPSHr pela bomba
Geralmente não se calcula o NPSHr pela bomba, embora fórmulas possam ser encontradas na literatura, levam a resultados muito aproximados.
O correto é ler o NPSHr diretamente nas curvas características, disponibilizadas pelo fabricante da bomba. O NPSHr é função da vazão, quanto maior for a mesma, maior será o valor do NPSHr.
Lembrar que o NPSHa é uma característica do sistema, enquanto o NPSHr é uma característica da bomba.
No entanto é possível diminuir o valor do NPSHRr da bomba, adotando as seguintes medidas, se factíveis:
- Empregar uma bomba com maior diâmetro no bocal de sucção, por exemplo, substituir uma bomba 3x4x10 por outra 4x6x10. Percebe-se que ao aumentar o diâmetro do flange de sucção de 4” para 6”, as perdas de carga por fricção Hi irão diminuir. Como, a altura manométrica é aproximadamente proporcional ao diâmetro do rotor ao quadrado (D2), teremos a mesma altura manométrica requerida pelo sistema.
- Usinar e dar melhor acabamento superficial ao bocal de entrada da bomba, pois geralmente é a parte mais grosseira na fundição da carcaça. Centrar a peça em um torno e fazer um alinhamento preciso, isto reduzirá o Hi.
- Empregar uma bomba maior e que gire a uma rotação menor. Isto também reduzira Hi.
3. CAVITAÇÃO EM BOMBAS DE VÁCUO DE ANEL LÍQUIDO
( Ref. Bibliográfica: [2], [4],[6] )
Abaixo abordaremos, por alto, os problemas geralmente encontrados em bombas de vácuo, tipo anel líquido devidos à cavitação, suas causas, consequências e possíveis soluções.
3.1. Definição
A cavitação, nas bombas de vácuo de anel líquido, é o resultado de bolhas de vapor sob vácuo, que estão sujeitas a um aumento de pressão na porta de descarga da bomba, implodindo ou colapsando.
Se uma bomba de vácuo, tipo anel líquido estiver apresentando ruídos anormais, comparáveis a bolas de gude ou pequenas pedras inseridas na bomba, é muito provável que a bomba esteja cavitando.
3.2. Conceitos gerais – condensação e cavitação
Como é sabido, a cavitação no lado da sucção ocorre, quando a bomba de vácuo opera em uma pressão de sucção próxima à pressão de vapor de seu fluido de selagem.
De acordo com o acima exposto, é aconselhável que o valor da pressão de sucção da bomba de vácuo de anel líquido seja maior do que duas vezes o valor da pressão de saturação do líquido de selagem, para uma dada temperatura, garantindo assim, uma operação segura. Para operações mais críticas, pode-se adotar um valor limite para a pressão de sucção, que deverá ficar no mínimo 16mbar maior que a pressão de vapor do líquido de selagem, correspondente à sua temperatura de operação.
Se a temperatura do líquido de selagem aumenta, sua pressão de vapor também aumenta e o risco de cavitação também aumenta. A Figura 5 mostra os efeitos da cavitação em uma bomba de vácuo, tipo anel líquido e a Figura 6 mostra estes efeitos na placa das portas de sucção e descarga para o mesmo tipo de bomba.


3.3. Pontos relevantes na cavitação das bombas de anel líquido
A cavitação em bombas de vácuo, tipo anel líquido, é um fenômeno que ocorre no líquido de selagem da bomba, sendo uma anomalia importante a ser considerada no
desempenho destas bombas. O fenômeno inicia com bolhas de vapor, que se formam na água de selo, à uma pressão e temperatura específicas. Por exemplo, para um vácuo de 52 Torr (52 mmHg) a água entrará em ebulição a 39ºC. Se por acaso, aumentarmos a pressão deste vácuo, a água se manterá líquida saindo da zona de cavitação. Como mencionado anteriormente, tabelas de vapor indicam o par crítico de pressão e temperatura do fluido de selagem, no caso água, para este tipo de fenômeno.
Ao examinarmos uma bomba que sofreu cavitação severa, nos deparamos com danos típicos de cavitação, nas partes internas da bomba. Tais danos são parecidos com golpes de martelo, ou mesmo crateras, uniformemente distribuídos nos impelidores, ver Figuras 7, 7.1, 8 e 8.1 . Se a bomba for de dois estágios, estas marcas podem estar presentes em ambos os estágios, dependendo de condições específicas. Outro local específico, muito comum, são as portas de sucção e descarga, ver Figura 6.




Geralmente, para controlar ou prevenir a cavitação, o fluido de selagem deve suportar o nível de vácuo esperado no meio a ser evacuado, sem vaporizar ou entrar em ebulição. Maiores detalhes serão vistos no item 3.4.
O ponto de vaporização do fluido de selagem determina o valor da pressão mínima de vácuo para que a bomba não cavite, para pressões menores a bomba irá cavitar. Mas, o que causa realmente a cavitação, é a implosão das bolhas formadas, não a criação delas.
Quando o colapso das bolhas ocorre, micro jatos de água são arremessados de encontro às partes metálicas da bomba. Para que as bolhas de vapor colapsem, deve haver um aumento de pressão ou queda de temperatura em um determinado local da bomba.
Um aumento de pressão deverá ocorrer durante a compressão do gás, através da bomba até a porta de descarga dela. Portanto, para manter a bomba livre de cavitação, a temperatura da água de selagem deverá ficar abaixo da temperatura de saturação para aquela pressão de vácuo. O líquido de selagem deve manter-se frio, o suficiente para prevenir a condição de vaporização em qualquer condição de operação da bomba. Uma vez que a vaporização na bomba ocorra, criando bolhas devido à uma pressão mais baixa que o vácuo estipulado em projeto, o colapso das bolhas é inevitável, uma vez que o gás é comprimido para uma pressão mais alta, até a porta de descarga da bomba.
A capacidade da bomba (volume de sucção), também é afetada pela temperatura da água de selagem, sendo função da pressão de sucção(vácuo) e esta da temperatura da água de selagem, quando a temperatura sobe, só pode-se atingir maiores pressões de sucção e menores capacidades da bomba.
Um exemplo será dado a seguir: se a temperatura na água de descarga, antes do vaso separador, ficar abaixo de 22ºC, a pressão de sucção que se pode conseguir é de 18 Torr, que é próxima à pressão de vapor de água para esta temperatura. Mas, se a temperatura da água de descarga subir para 27ºC e a pressão de sucção desejada for de 25 Torr, a pressão parcial do vapor de água para esta condição (27ºC) é de 26,3 Torr, portanto a bomba estaria cavitando, na condição de 25 Torr.
3.4. Medidas para prevenir a cavitação
Cavitações em bombas de vácuo podem, frequentemente, serem atribuídas a uma mudança nas condições originais de serviço, para as quais a bomba foi selecionada. A temperatura a ser mantida para a água de selo é também um condicionante para a seleção, pois depende as vezes do meio ambiente (torre de água de resfriamento). Portanto, se uma bomba está funcionando normalmente e repentinamente começa a cavitar, isto pode sugerir um aumento súbito na temperatura da água de selagem.
A posição das falhas devidas à cavitação no interior da bomba pode variar, é o que se verifica quando elas são desmontadas na oficina, para inspeção dos internos. É oportuno frisar que estas falhas podem ser encontradas em qualquer parte da bomba, em bombas de dois estágios, a cavitação pode ocorrer até em partes não pertencentes ao primeiro estágio, onde as pressões são menores.
Para prevenir a cavitação em bombas de anel líquido, os aumentos de temperatura na água de selagem devem ser determinados.
Mesmo considerando que a operação em uma bomba de anel líquido seja aproximadamente isotérmica, na prática isso não é verdadeiro. Pois, o aumento de temperatura na água de selagem pode ocorrer devido à inúmeras razões. Por exemplo, um aumento de temperatura ocorre devido à transferência de calor, resultante do trabalho de compressão do gás, realizado pelo anel líquido. Vapores presentes no gás de aspiração se condensam, liberam
calor quando mudam de fase. Também gases não condensáveis na mistura de sucção, entram em equilíbrio térmico com o anel líquido, transferindo calor para a água. Todas estas fontes de energia contribuem para um aumento de temperatura da água de selagem.
Portanto, a quantidade de água fria de reposição (make-up pelo tanque separador) é importante afim de manter a temperatura de saída de água abaixo da temperatura de saturação, correspondente à uma determinada pressão de sucção.
A cavitação pode ser evitada adotando-se algumas medidas no projeto das bombas. A aplicação de materiais resistentes à abrasão pode reduzir os efeitos da cavitação em certos componentes das bombas, no entanto, a cavitação em si não pode ser evitada. A fim de evitar a ocorrência da cavitação, a vazão de gases não condensáveis deve estar de acordo com a curva característica da bomba, na sua pressão mínima de sucção, que sempre deverá ser mantida. Como alternativa, para evitar pressões abaixo da mínima, a bomba também pode ser ligada a uma tubulação de gás inerte, saindo do topo do vaso separador de líquido, normalmente
instalado na sua descarga, até sua sucção, através de uma válvula de controle.
Outros dispositivos também podem ser utilizados como: emprego de válvulas manuais ou válvulas automáticas, como as válvulas quebra-vácuo com regulagem, que permitem entrada de ar atmosférico, diretamente no lado de sucção da bomba.
Segue abaixo uma lista sumária de verificações, na tentativa de prevenir possíveis cavitações em bombas de vácuo de anel líquido:
- Verificar se a temperatura do anel líquido circulante está suficientemente baixa para manter o vácuo desejado.
- Verificar se a temperatura de água na descarga para o tanque separador está muito elevada, isto pode sugerir cavitação interna.
- Verificar a água de reposição (entrando no tanque separador), sua vazão e temperatura. Calcular se será suficiente para compensar as perdas por evaporação do líquido de selagem.
- Verificar se trocador de calor de água de reciclo está obstruído por sujidades(fouling). Ver considerações no item 3.5.
- Checar a água de resfriamento no trocador de calor quanto à pressão, temperatura e vazão. Estes parâmetros deverão atender, por balanço térmico, a água de reciclo que está entrando na bomba.
- Verificar a pressão de ajuste (set point) da válvula quebra vácuo, esta válvula deverá permitir suficiente entrada de ar atmosférico, quando a pressão de vácuo cair abaixo do ponto de projeto.
3.5. O Trocador de calor de água de selagem
Um dos principais equipamentos que merecem atenção, quando uma bomba de anel líquido não opera satisfatoriamente, é o trocador de calor de água de selagem.
Este trocador, geralmente do tipo placas, é instalado no circuito de circulação, quando o líquido de selagem, proveniente do tanque de separação, é reaproveitado. O líquido de selagem deve então ser resfriado a uma temperatura mais baixa, ingressando novamente na bomba. A temperatura e vazão de entrada devem propiciar o vácuo e a capacidade volumétrica da bomba.
Nota-se que quando um sistema de vácuo está em manutenção, este equipamento é muitas vezes menosprezado, não se dando muita importância ao mesmo.
Sabemos que o vácuo desejado (pressão de sucção), só é mantido quando houver uma compatibilidade com a pressão de vapor do fluido de selagem, caso contrário a bomba pode cavitar, por evaporação do fluido de selagem. Portanto, se não existir uma transferência de calor satisfatória no trocador, a bomba perderá vácuo e capacidade. Ou seja, a manutenção deste equipamento é de principal importância em um sistema de vácuo. Para se atingir esta meta, alguns pontos de relevância devem ser observados, conforme descritos abaixo:
- O trocador deve se manter limpo, garantindo uma capacidade de troca eficaz.
- Com a bomba em funcionamento, convém medir as temperaturas de entrada e saída da água de resfriamento, bem como, da água de selagem. Comparar com as especificações originais de projeto.
- Medir também a vazão da água de resfriamento e a elevação na sua temperatura. Se a vazão estiver correta, mas não há elevação de sua temperatura é sinal de troca deficiente, pode evidenciar trocador com sujidades (fouling), como consequência, a água do anel entrará mais quente, comprometendo vácuo e capacidade da bomba.
- Também é útil averiguar se ar não está entrando no sistema e se acumulando dentro do trocador, mais válido para trocadores casco-tubo, se for o caso reduzirá a capacidade de troca de calor no equipamento.
- É frequente o sistema de arrefecimento nunca operar como o esperado. O trocador pode estar subdimensionado, ou as condições de projeto originais diferirem das condições de operação atuais. É possível também mal condicionamento de partida, ou seja, linhas carecendo de uma lavagem para a partida (startup flushing) e acumulando sujidades no trocador.
Portanto, independentemente do tamanho e tipo, o trocador deve ser inspecionado durante a manutenção e monitorado durante a operação.
4. BIBLIOGRAFIA
Para a elaboração deste trabalho, foram consultadas as seguintes obras:
[1] Introdução a Mecânica dos Fluidos-8ª Edição-Fox/Mc Donalds/Pritchard
[2] Fundamentos da Termodinâmica-Tradução da 8ª Edição Americana-Borgnakke and Sonntag
[3] Know and Understand Centrifugal Pumps- 1 ª Edição -Larry Bachus and Angel Custodio
[4] Liquid Ring Vacuum Pumps, Compressors and System- 1 ª Edição-Helmuth Bannwarth
[5] Vacuum Technology in the Chemical Industry-1 ª Edição-Wolfgang Jorisch
[6] Cavitation in Liquid Ring Vacuum Pumps used in Condenser Venting Service-Graham Corporation


