HDR Centrifugal Pump – API 610 (OH2)
API Standard - 610



HDR pumps are single-stage, horizontal, centrifugal, cantilevered, radially split pumps with centerline-supported casings that meet API 610 – latest edition. They are designed for heavy-duty applications such as in the oil, gas, and petrochemical industries. They can also be manufactured in the In-Line OH4 (HDR/IL) or Vertical “Sump Pump” VS4 (HDR/VT) versions.
Operational Parameters
Capacity: ___________________________ up to 1000m3/h
Total manometric height: _____________ up to 350m
Maximum Rotation: ___ 3600 RPM
Temperature: __________________________ up to 400ºC
Project Features
- Full compliance with the latest edition of API 610 standard.
- Complete range of materials according to API 610.
- Heavy-duty bearing housing.
- Heavy-duty shaft, low L3/D4 to minimize deflection, optimizing mechanical seal life.
- Maximum interchangeability of components.
- Convection cooling improved by adopting suitably located and sized fins.
- Dry axis.
- Self-ventilating.
- Double volute (for pumps with discharge nozzle from 4″).
Advantages
- “Back Pull Out” Construction: Simplifies Maintenance.
- Double angular contact bearings: selected for high loads and long life. At high suction pressures, the adoption of triple row bearings allows smooth operation, without changes to the original rotor configurations.
- Extra heavy axes: guarantee deflections below the maximum standards, and a L3/D4 rigidity index unmatched on the market.
- Enlarged seal cavity: accommodates all API sealing requirements, improves flow over mechanical seals, extends seal life.
- Hydrodynamic profile vortex breaking.
- “Centerline” supported casing, robust design to meet the requirements of API 610 7th ed.
- Positively locked wear rings.
- Efficient Lubrication System by Oil Spray (Optional by Spraying).
Applications
- In the pumping of refined petroleum products: diesel, gasoline, kerosene, naphtha, column reflux, column charge, heavy gas oil, reboilers, residual flash, stabilizer feed, stabilizer reflux, fuel mixtures, heat transfer, hot oil, column bottoms, injection, hydrocarbon transfer, boiler circulation, sour water, boiler feed, etc.
OMEL Original Parts and Technical Assistance
Get your pump repaired by the manufacturer!
By choosing OMEL’s after-sales service, you can count on the factory warranty, trained technicians, complete reports to diagnose the need for replacement parts, automated processes for manufacturing high-quality parts, and final performance tests to release pumps and instruments. With the safety, durability, and reliability of products repaired by OMEL, you will have excellent results in your industrial process and reduced operating costs.
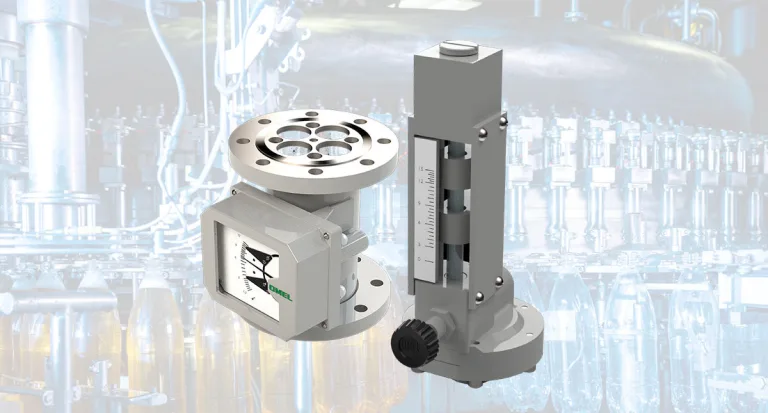
Discover more OMEL products
OMEL offers a wide range of high-quality products for various applications. Products offered include centrifugal pumps, vacuum pumps, metering pumps, roots blowers, ring compressors, rotameters, vacuum systems, and pinch valves.




Advantages of purchasing OMEL equipment
Fully national design and manufacturing
Original spare parts and ready delivery
Specialized technical assistance
OMEL Engineering available to develop custom projects
Technical support and online service
Service throughout the country

