The manufacturing of paints, resins, and varnishes involves a series of physicochemical operations that require strict control of mixing, dispersion, and final product stability.
During these stages, the incorporation of air, foam formation, and the presence of vapors from solvents and chemical reactions are common, factors that can compromise coating performance during application, resulting in defects such as bubbles, craters, and irregularities in the formed film. For this reason, vacuum systems are widely used in this industry, especially in deaeration operations and in resin synthesis reactors.
Overview of the paint and varnish manufacturing process
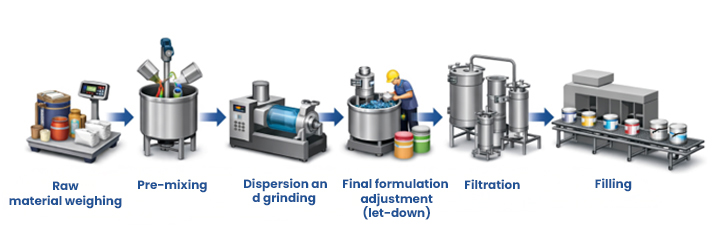
Although there are variations depending on the type of product, such as architectural, automotive, or industrial paints, the production flow generally follows a consolidated sequence:
Raw material weighing → Pre-mixing → Dispersion and grinding → Final formulation adjustment (let-down) → Filtration → Filling
During these operations, components such as:
- Resins (polymeric binders);
- Pigments;
- Mineral fillers;
- Solvents or water;
- Rheological and functional additives are used.
Initial dispersion, carried out in high-speed dispersers, promotes the wetting and pre-homogenization of pigments. Subsequently, grinding in bead mills reduces particle size and improves properties such as color, coverage, and stability.
It is during these stages that air becomes incorporated into the system, especially in higher viscosity or non-Newtonian formulations, making controlled gas removal necessary before the final stages.
Vacuum Degassing: Operational Fundamentals
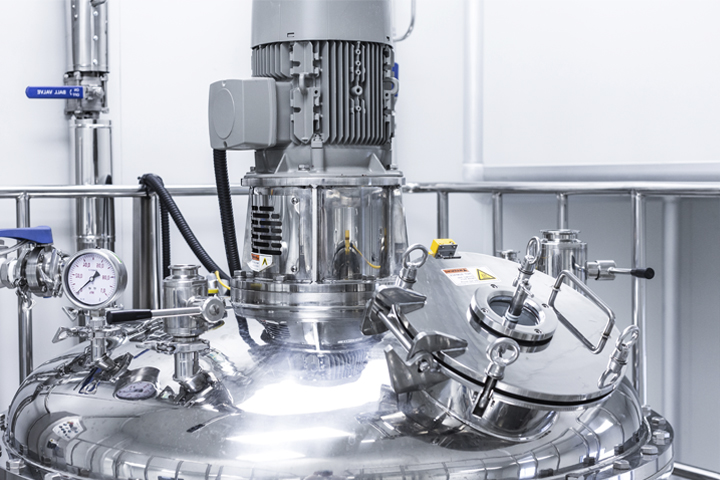
The removal of these gases typically occurs in degassing tanks operating under vacuum, where the product remains for a certain period until it reaches adequate stability for subsequent stages.
From a technical standpoint, degassing efficiency is directly related to the rheological characteristics of the formulation and the operational conditions of the process.
Higher viscosity systems hinder the rise and coalescence of bubbles, while surface tension and the presence of additives significantly influence foam stability.
Product temperature also plays an important role, as it affects both gas solubility and the kinetics of gas release.
Another determining factor is the applied vacuum level, which promotes bubble expansion and facilitates rupture, combined with the residence time under vacuum — a critical variable to ensure overall gas removal efficiency.
In industrial practice, the degassing of paints and varnishes typically operates within a range of 80 to 300 mbar (absolute scale), which corresponds approximately to -700 mmHg to -235 mmHg (gauge scale), considering operation at sea level (Pb = 760 mmHg abs).
This operating range is fully aligned with the capability of OMEL liquid ring vacuum pumps, which can reach levels around 40 mbar (-730 mmHg).
Higher viscosity formulations or high-gloss systems tend to operate at higher vacuum levels within this range, while less demanding products can be processed under more moderate conditions.
Other vacuum generation technologies, such as rotary vane vacuum pumps, do not perform well in the presence of gases, vapors, or suspended liquids, as these can dilute the lubricating oil or locally remove it, resulting in loss of vacuum generation efficiency, wear of mechanical components, and increased maintenance requirements.
In addition to paint formulation, many industrial plants internally produce resins such as alkyds, polyesters, epoxies, and polyurethanes, whose synthesis occurs in reactors operating under controlled temperature and pressure conditions.
Throughout these stages, the use of vacuum is once again widely employed as a process tool, both for the removal of by-products and for adjusting the final properties of the material.
In systems based on polycondensation reactions, for example, vacuum is applied to promote the continuous removal of water formed during the reaction, contributing to the shift of the chemical equilibrium and the progression of conversion.
Similarly, it is also used to remove residual light and volatile solvents, as well as to enable operation at lower temperatures by reducing the boiling pressure of the components present. The vacuum levels applied in resin reactors are not fixed and vary throughout the process, typically ranging between 40 mbar and 500 mbar (absolute), which corresponds approximately to -730 to -385 mmHg on the relative scale, depending on the reaction stage, system composition, and final product requirements. (conversion made for operation at sea level Pb = 760 mmHg abs).
In the initial stages, more moderate levels are applied to control the evaporation rate and reduce the risk of carryover. As the reaction progresses and the volatile load decreases, the vacuum is progressively intensified for residual removal and adjustment of the final resin properties.
This operating range is fully aligned with the capability of liquid ring vacuum pumps, which achieve the required levels.
In many cases, these systems operate integrated with condensers, allowing not only process stabilization but also solvent recovery and compliance with environmental and operational safety requirements.

Why choose liquid ring vacuum pumps (LRVP)
The operation of a liquid ring vacuum pump is based on the use of a sealing fluid which, under the centrifugal action of the rotating rotor, forms a liquid ring along the inner wall of the pump casing. The eccentric positioning of the rotor relative to the casing creates cavities of variable volume between the vanes, allowing the suction, compression, and discharge of gas throughout the operating cycle, a condition essential for vacuum generation.
This operating principle gives the technology high compatibility with the typical operating conditions of paint, resin, and varnish manufacturing, especially in applications such as deaeration, vacuum mixing, and reactor operation, where there is simultaneous presence of gases, vapors, and occasional liquid carryover.
Learn more details about vacuum pumps in our YouTube video! Watch below:

Check out our video on our YouTube channel
Within this context, OMEL’s portfolio includes different configurations capable of meeting the specific needs of the sector.
For typical applications such as deaeration, vacuum mixers, and initial reaction stages, the BLN/MV and BLA/MV, lines stand out, designed for operation in medium vacuum (up to approximately 160 torr), a range widely used in these processes due to the high vapor load and the need for operational stability.
In the final stages of reactors, where more intense removal of volatiles and adjustment of the final resin properties are required, solutions such as the BLN and BLA lines without MV configuration are applied, capable of operating at levels close to 30 torr (≈40 mbar absolute), which represents the typical lower limit of these applications.
In larger systems or those with a high vapor load, such as integrated reaction and solvent recovery units, the LRVP line offers significant operational advantages, combining high vacuum capability with large volumetric flow rates, and can meet demands of up to 15,000 m³/h, being particularly suitable for plants with continuous operation and high processing requirements.

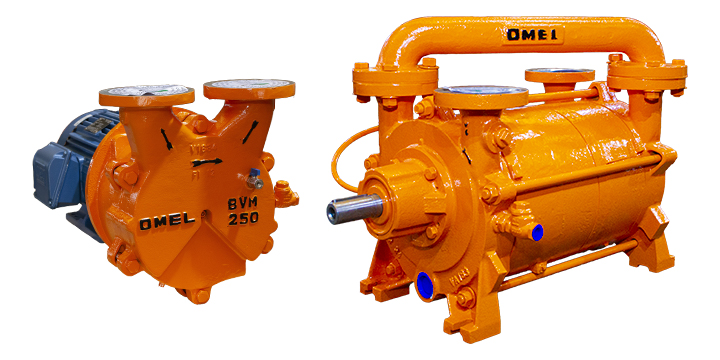
For smaller-scale applications or dedicated lines, OMEL also offers compact solutions such as the monoblock pumps from the BVM, line, with capacities of up to approximately 740 m³/h. These units are suitable for deaeration operations, vacuum mixers, and smaller-scale reactors, where operational simplicity, compactness, and reliability are important factors.

In this way, OMEL’s liquid ring vacuum pumps fully meet the requirements of the paint, resin, and varnish manufacturing process, covering the entire necessary operating range, from medium vacuum applications to more demanding conditions close to 40 mbar absolute, with robustness, reliability, and operational stability, even in environments with high vapor loads and the presence of condensables.
Conclusion
Throughout the manufacturing process of paints, resins, and varnishes, different pumping technologies perform specific functions according to the characteristics of the fluids and the operational requirements of each stage. Centrifugal pumps, such as the UND III, line, are mainly applied in more specific situations, such as tanking operations and the transfer of low-viscosity fluids, including solvents and auxiliary streams.


On the other hand, after mixing, dispersion, and reaction operations, the process requires the removal of incorporated gases and vapors, which cannot be handled by conventional pumping systems.
This is where liquid ring vacuum pumps play an essential role in these operations due to their robustness and reliability in the manufacturing processes of paints, resins, and varnishes.
With extensive experience in developing equipment for demanding industrial applications, OMEL offers vacuum solutions designed to meet the needs of the chemical and coatings sectors, ensuring operational performance, safety, and reliability.
Contact OMEL to learn more about the vacuum pump solutions best suited for your industrial application.